金相切割夹具的改进历程
1问题的提出
在制取金相试样时, 经常会碰到下面两种情况。
(1) 由于切割机的夹具与砂轮片相隔一定的距离, 因此小试样难以夹持切割。
(2) 有的试样虽然较大, 但由于夹持部位长度不够, 夹持时只能位于夹具的一侧, 不仅无法夹牢试样, 还容易损坏夹具。
2改进方法
对于小试样, 设计制作了图1 所示的夹具。
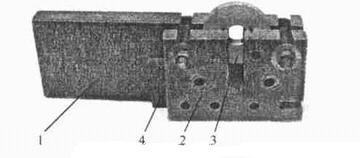
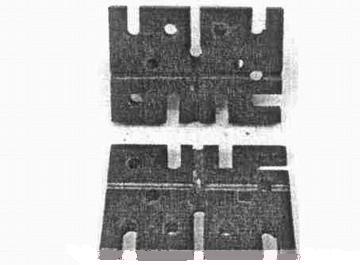
图1试样夹具 图2辅助夹具
图1中, 钢板1 和2 通过螺栓、螺母的紧固作用,把试样夹紧在U 形3 处, 支承块4 起到防止试样下滑作用。将这套夹具及试样夹到切割机的夹具上, 就可以进行切割了。
图2 为另一组辅助夹具。与图1 相比, 这组夹具有下列不同之处:
(1) 分别在两块钢板的内侧, 沿水平方向和竖直方向加工了两道通槽。其作用是利用槽口的四条棱边夹紧圆杆类试样。
(2) U 形槽较小, 适合夹持小试样。图1 中的U形槽较大, 适合夹持稍大的试样。这组辅助夹具要与图1 中钢板1 组合后才能使用。
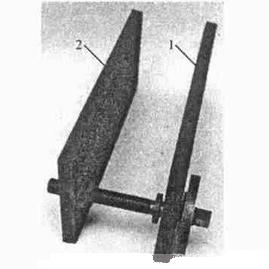
图3可调式夹具
图3 是针对试样虽较大, 但夹持部位长度不够而设计制作的另一套夹具。整套夹具由两块钢板和一调节杆组成。其中, 调节杆的一端加工成方榫及手轮, 调节杆与钢板1 内侧的接触处有一限位台阶, 从台阶至另一端全部加工成螺纹。调节杆与钢板1 是活动连接, 与钢板2 则通过螺纹连接。
图3 夹具的工作原理: 将试样置于两块钢板中远离调节杆的另一端, 调节杆根据试样夹持部位的尺寸大小进行连续调节, 直至夹具两端距离一致, 然后再用切割机的夹具把两块钢板夹紧。调节杆上的方榫能与棘轮柄配合, 这样, 调节时既可以转动手轮, 也可以转动棘轮柄。
3效果
图1 夹具的主要优点, 是使试样的装夹位置完全处于切割机砂轮片的下面, 因而顺利解决了小试样难以夹持的问题。另外, 采用双向夹持, 试样被夹持得更稳固, 切割起来更安全。试样既可以水平装夹, 也可竖直装夹。前者适用于截面变化大的试样,如气门的盘部截取(图4) ; 后者适用于试样的纵向剖切, 如六角螺栓头部的纵向剖开(图5)
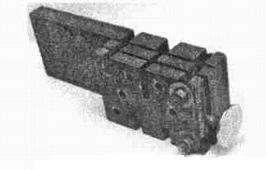
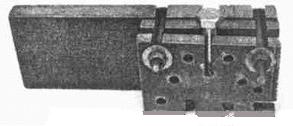
图4截面变化较大的试样用夹具 图5纵向剖面试样用夹具
图3 夹具的优点是, 调节杆可以作连续的调节,因此, 无论试样夹持部位尺寸大小, 均能把两块钢板调至平行。这样, 既夹牢了试样, 也不致损坏切割机夹具。这一优点是通常垫块方法无法比的, 因为垫块的厚度是固定不变的, 即使用多块垫块组合, 也很难与试样的夹持部位尺寸大小刚好一致, 而且操作十分繁琐。另外, 棘轮柄能在较狭窄的角度范围内对调节杆进行调节, 操作很方便。